- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Anti-adhæsions ramme-type automatisk belastning og losningsmaskine til plader
Når møbeludvikler indlæses i hele paller på grund af materialets luftpermeabilitet, graden af pasform mellem arbejdsemner,
og vedhæftningen af lim ved kanterne, manipulatoren kan forårsage gensidig vedhæftning, når man griber arbejdsemner:
Målet er at få fat i et lag af arbejdsemner, men i virkeligheden kan det højst gribe 3-4 lag.
Dette vil medføre en række negative påvirkninger og reducere pålideligheden af udstyrsdriften.
Udstyret har høje krav til, at pladerne skal indlæses: jo længere pladerne er placeret, jo strammere pasform mellem pladerne,
Og jo lettere er det at overholde; Pladerne og den resterende lim ved kanterne kan forværre den gensidige vedhæftning mellem pladerne.
Udstyrets operationelle pålidelighed er dårlig.
Problemer forårsaget af gensidig vedhæftning mellem plader kræver nedlukning og manuel indgriben, og denne situation forekommer ofte.
Der er en høj sikkerhedsrisiko: hyppige abnormiteter kræver, at personale kommer ind i og afslutter manipulatorens arbejdsområde, hvilket udgør en stor sikkerhedsrisiko.
Sugekoppens grebscyklus er ikke fast: højden på bordet til frigivelse af plader er fast, men når man griber fat,
Pladerne greb lag for lag fra hver palle, og højden falder gradvist, hvilket konstant ændrer sig.
Derfor er det nødvendigt at undersøge og udvikle en ny type tilknyttet fodringsautomatiseringsudstyr til nøjagtigt at fodre pladerne, der skal bores som svar på ovenstående problemer.
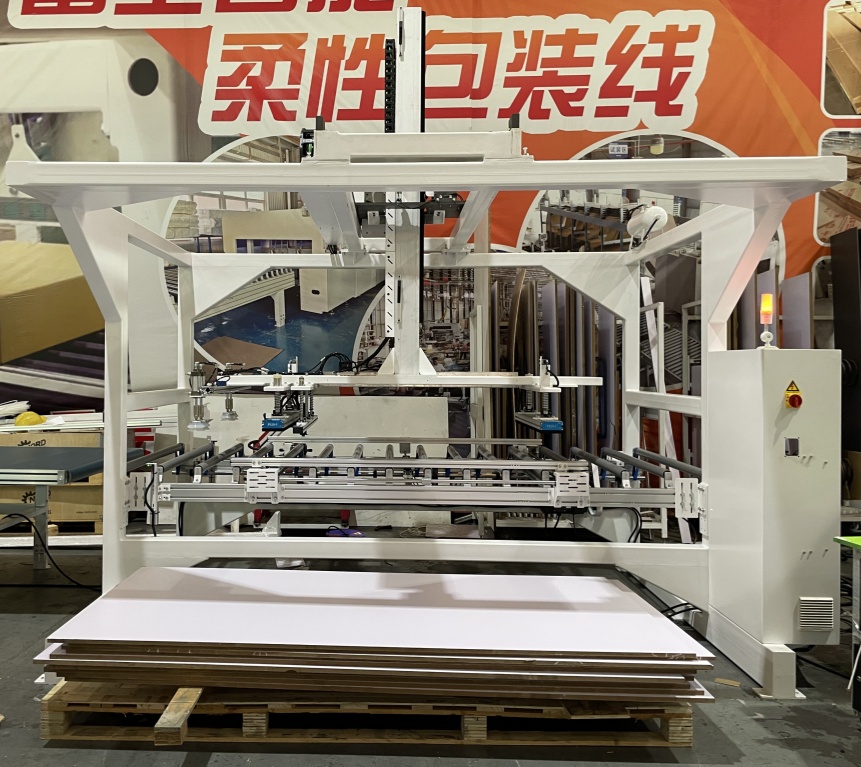

Arbejdsgang af anti-adhæsions ramme-type automatisk belastning og losningsmaskine i træbaseret panelproduktionslinje
1. Loading Forberedelse: Arbejdstagere placerer hele paller med til forarbejdede træbaserede paneler på udstyrets fodringsstativ. Racks løftplatform tilpasser sig automatisk den indledende grebhøjde.
2.Positionering og greb: Gantry -manipulatoren driver grebmekanismen til at bevæge sig direkte over panelerne. Et industrielt kamera lokaliserer panelernes position;
Sugekopperne stiger ned for at kontakte paneloverfladen, og anti-adhæsionsmodulet aktiveres samtidig.
3.anti-vedhæftningsdetektion: En spændingssensor registrerer belastningen. Efter at have bekræftet, at kun et enkelt lag af panelet er grebet, fastgøres fire små skiveformede sugekopper til den ene ende af panelet
Og ryst voldsomt op og ned i et par sekunder for at sikre, at eventuelle ekstra klæbte paneler rystes af. Derefter bevæger manipulatoren sig langs guideskinnen til fodringshavnen på behandlingsudstyret.
4. Præcise losning: Når panelet er leveret til den angivne placering af behandlingsudstyret, frigiver sugekopperne vakuumet for at afslutte belastningsprocessen. På samme tid,
Et andet sæt gribningsmekanismer tager synkront det forarbejdede panel ud af udstyret og overfører det til losningstransportelinjen.
5. Cyklisk drift: Løftplatformen for fodringsstativet stiger gradvist, når griben fortsætter med at holde griben overfladehøjde stabil. Når alle paneler på pallen behandles, er det
Udstyret udsteder en materiel ændringsprompt.